ANÁLISE DE INSPEÇĂO DE PROPULSORES NAVAIS TIPO HÉLICE UTILIZADOS NAS CONDIÇŐES AMAZÔNICAS
C. A. M. da Mota, D. Q. Martins, Z. N. Andrade
Departamento de Engenharia Mecânica, Centro Tecnológico, Universidade Federal do Pará, Campus Universitário do Guamá, Belém-PA, CEP: 66020-020
Palavras-chave: Soldagem, Hélice, Embarcaçăo, Inspeçăo, Desempenho.
Resumo
A navegaçăo fluvial é um dos principais meios de comunicaçăo, integraçăo e desenvolvimento na regiăo amazônica, pois sua posiçăo geográfica determina seu relacionamento com o resto do mundo coloca de forma mais peculiar que a de qualquer outra regiăo do país. Além de sua situaçăo fronteiriça com nada menos de sete naçőes, ao longo de 11000 Km de sua extensăo, que representam 70% do total brasileiro, há ainda o fato de ser nacionalmente a área mais próxima dos grandes mercados compradores do hemisfério norte, quer os situados nas bordas do Atlântico como do Pacífico.
Pelos portos do estado e da regiăo, circulam as embarcaçőes que transportam o progresso e a sobrevivęncia do homem na Amazônia, que, muitas vezes, retardam as suas viagens devido ao colapso, parcial ou total, da hélice propulsora. A recuperaçăo destes propulsores na regiăo, é totalmente empírica, aleatória e insegura, enquanto os prejuízos econômicos, sociais e até de vidas humanas săo imensos. Por esse motivo, é de extrema importância o conhecimento e desenvolvimento dos procedimentos de inspeçăo visual para estes hélices já que trata-se de uma análise preliminar do processo de melhoramento do próprio propulsor além de facilitar o processo de diagnóstico de erros tanto no propulsor quanto no processo de fundiçăo. Para tanto, faz do uso de métodos destrutivos e năo-destrutivos (como o ensaio visual e o de líquidos penetrantes).
O ensaio visual tem uma enorme área de aplicaçăo, porém, jamais poderemos usá-lo em inspeçőes de peças de responsabilidade. O ensaio visual é necessário mas năo suficiente, como qualquer outro método. Pela sua simplicidade, ele nunca poderá deixar de ser aplicado ŕ inspeçăo dos metais, como no caso dos hélices.
Já no método dos líquidos penetrantes, a principal coisa que se deve ter em mente quando se realiza esse ensaio é que ele só permite detectar descontinuidades superficiais quando estas năo podem ser detectadas no ensaio visual.
A interpretaçăo das descontinuidades reais é simples. Em geral, uma indicaçăo de fissura aparece e cresce em largura, isto é, a largura da parte molhada do talco vai aumentando até atingir um valor máximo.
Para se ter certeza da interpretaçăo de uma descontinuidade, a experięncia do inspetor é fundamental para se realizar um ensaio e obter resultados que realmente informam a verdadeira condiçăo da peça inspecionada.
No âmbito deste projeto, realizou-se o ensaio por líquidos penetrantes, primeiramente com limpeza prévia das peças, utilizando-se um solvente (acetona) volátil, para garantir limpeza e que as peças estariam bem secas para a aplicaçăo do penetrante.
O líquido penetrante tinha coloraçăo avermelhada e foi e foi aplicado através de jato spray com as peças em repouso sobre uma superfície plana.
Aguardando o tempo de penetraçăo de 15 min, de acordo como sugere a norma (tabela 1), foi realizada a limpeza das peças. Apesar do líquido penetrante poder ser removido com água, preferiu-se utilizar papel năo absorvente para facilitar a operaçăo de secagem da superfície a ser inspecionada.
O revelador utilizado para inspecionar as peças foi um revelador spray úmido, aplicado após a limpeza do excesso de penetrante que permaneceu na superfície das peças. Deixou-se o talco repousar 30 min sobre as peças para que fosse realizada a interpretaçăo das descontinuidades.
O ensaio visual foi realizado em duas etapas: uma quando as peças foram recebidas das oficinas; outra etapa realizou-se pouco antes da macografia, quando as peças estavam lixadas com lixa 600.
Na primeira etapa procurou-se verificar basicamente a limpeza da peça pós-soldagem e os aspectos gerais do cordăo de solda: geometria, tecimento, reforço, mordeduras, trincas, porosidades etc.
Na Segunda etapa verificou-se os defeitos internos năo apenas do cordăo de solda mas também defeitos resultantes da fabricaçăo que năo podem ser observados nem mesmo com ensaios por líquidos penetrantes devido este método revelar apenas defeitos superficiais, já que durante o lixamento, precisa-se retirar uma importante camada de material a fim de obter uma peça realmente plana.
As peças que foram trabalhadas nas oficinas visualmente năo apresentavam defeitos na regiăo do cordăo de solda, apenas algumas crateras que poderiam ser resultado da cavitaçăo resultante de sua utilizaçăo.
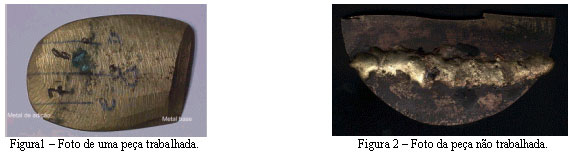
Apenas nos corpos de prova retirados do hélice que năo foi trabalhado notamos defeitos como geometria irregular do cordăo de solda, porosidades, mordeduras, porosidades localizadas na zona de ligaçăo do cordăo de solda.
Depois de lixadas, notamos outros defeitos, principalmente porosidades na regiăo de ligaçăo do cordăo de solda, trincas provavelmente originárias do processo de fabricaçăo e já com grandes dimensőes devido esforço durante uso e crateras provavelmente originadas devido a cavitaçăo.
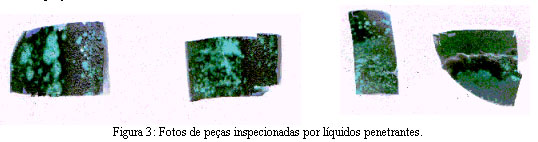
Na inspeçăo por líquidos penetrantes, serve principalmente para confirmar o que foi visto no ensaio visual, pois săo encontrados principalmente um grande número de porosidades em todas as peças e trincas.
Referęncias:
NAZARÉ, Ramiro. O Complexo Amazônico e sua Navegaçăo Interior. Belém: Cejup, 1993.
IDESP, Diagnóstico do Setor Portuário e Fluvial Marítimo do Estado do Pará. Belém: 1974.
MACHADO, I. G. Soldagem e Técnicas Conexas: Processos. Porto Alegre: Editado pelo autor, 1996.
BRAGA, E. de Magalhăes & MOURA, R. Raposo de: "Tensăo Superficial e Junçăo de Metais". Tecnologia de Soldagem, 1991