AVALIAÇĂO DA INFLUĘNCIA DA ORIENTAÇĂO NA CONSTRUÇĂO E ACABAMENTO DE INSERTOS DE ESTEREOLITOGRAFIA PARA MOLDES DE INJEÇĂO
C. H. Ahrens, D. C. Lencina, V. E. Beal, M. Fraga
Departamento de Engenharia Mecânica, CIMJECT, Universidade Federal de Santa Catarina, Campus Trindade, Cx. Postal 476, Florianópolis - SC, Cep: 88040-900.
Palavras-chave: Prototipagem Rápida, Moldagem por Injeçăo, Estereolitografia, Ferramental Rápido, Acabamento Superficial.
Resumo
Decisőes importantes tomadas ainda na etapa de projeto podem reduzir tempo e custos de produçăo. Por este motivo muitas empresas utilizam protótipos, que podem servir para visualizaçăo, ou em casos mais específicos, para a análise funcional do produto, antes deste ser produzido. Com o uso das atuais tecnologias de prototipagem rápida (Rapid Prototyping - RP), é possível a fabricaçăo de protótipos físicos diretamente a partir de modelos em CAD (Computer Aided Design). Dentre as tecnologias de prototipagem rápida, a estereolitografia (Stereolithography - SL) se destaca como sendo uma das mais versáteis e, por esta razăo, uma das mais utilizadas mundialmente.
Com o crescimento das pesquisas na área de fabricaçăo, a prototipagem rápida năo está sendo utilizada somente na obtençăo de protótipos, mas também na construçăo de ferramentas para os mais diversos processos de fabricaçăo, tais como insertos para moldes de injeçăo. Esta área é conhecida como ferramental rápido (Rapid Tooling - RT) e pode-se citar como suas principais vantagens: obtençăo em série de peças já no material final de produçăo, rapidez na fabricaçăo da ferramenta e baixo custo.
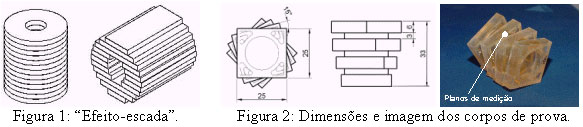
A estereolitografia é um processo de manufatura por adiçăo sucessiva de camadas a partir da polimerizaçăo de um fotopolímero sensível ŕ um feixe de laser ultravioleta (UV). Cada fina camada é curada pelo radiaçăo UV adicionando uma camada sobre a outra até a formaçăo do objeto em tręs dimensőes. Por ser um processo de construçăo por adiçăo de camadas, superfícies curvas e planos inclinados apresentam um perfil característico na forma de degraus de escada (conhecido como "efeito-escada", figura 1). Este efeito pode ser minimizado mudando-se a orientaçăo do objeto na etapa de programaçăo da construçăo. Porém mudar a orientaçăo pode acarretar, entre outros problemas, um aumento do tempo de construçăo e menor precisăo dimensional em determinadas partes do objeto.
Em se tratando de contruçăo de um inserto, o "efeito-escada" pode tornar difícil a extraçăo das peças que forem moldadas nos mesmos. Em funçăo dos elevados esforços para a extraçăo e da elevada temperatura de injeçăo (em torno de 200 °C para o polipropileno), que levam ŕ fragilizaçăo da resina, o inserto tende a quebrar prematuramente, produzindo um número menor de peças.
O objetivo deste estudo consistiu em avaliar a influęncia da orientaçăo de construçăo na rugosidade e precisăo dimensional de insertos acabados manualmente.
Para este estudo foi definida uma geometria para o corpo de prova que permitisse avaliar a rugosidade em várias inclinaçőes. O corpo de prova possui 16 planos orientados em intervalos de 15° a partir do plano de adiçăo de camadas (horizontal), conforme ilustrado na figura 2. Esta geometria também permite um controle dimensional, com a mediçăo das distâncias entre planos paralelos. Como referęncia foi utilizado o valor da distância determinado no CAD (d=25mm).
Foram fabricados 5 corpos de prova no equipamento 3D Systems SLA 250/30A (Stereolithography Apparatus). Com exceçăo do corpo de prova número 1, que foi mantido bruto para servir como referęncia, os demais receberam acabamentos diferenciados. O procedimento de acabamento consistiu em lixar cada plano do corpo de prova utilizando sequencialmente as lixas de granulometria de 280, 400, 600 e 1000 mesh, sendo que, um corpo de prova seria lixado com a lixa de 280 mesh, o seguinte com as lixas de 280 e 400 mesh e assim por diante até o acabamento com a lixa de 1000 mesh. Foram efetuadas 5 medidas de rugosidade para cada plano de mediçăo. Para as distâncias foram efetuadas 4 medidas para cada par de planos paralelos. Os valores da distância d e rugosidade Ra nos gráficos das figuras 3 e 4 săo a média destas medidas para cada plano.
Utilizando o corpo de prova número 3 (acabamento até 400 mesh) como exemplo é possível averiguar a sensível melhora nas dimensőes (figura 3) e rugosidade (figura 4).
Baseado na análise dos resultados, as seguintes conclusőes foram obtidas:
- O lixamento das superfícies para a eliminaçăo do "efeito-escada" melhora significativamente a precisăo dimensional, porém deve ser feito com controle constante ao longo do processo.
- Após o lixamento, a rugosidade Ra das superfícies inclinadas fica em uma faixa de valores próximos, independente da inclinaçăo. Porém para peças brutas, a precisăo dimensional é crítica para planos com inclinaçőes menores que 30°, sendo necessárias operaçőes de acabamento (lixamento, recobrimento).
Referęncias:
AHRENS, C. H.; LENCINA, D. C.; BEAL, V. E.; FRAGA, M. - Consideraçőes Iniciais para a Confecçăo de Protótipos Rápidos, COBEF 2001, UFPR, Curitiba-PR, Brasil, 2001.
GOMIDE, R. B. - Fabricaçăo de Componentes Injetados com uso de Insertos de Resina Termofixa Produzidos por Estereolitografia, Dissertaçăo de Mestrado, UFSC, Florianópolis-SC, Brasil, 2000.
JACOBS, P. F. - Rapid Prototyping & manufactoring: fundamentals of stereolithography, Society of Manufactoring Engineers, Michigan, USA, 1992.
REEVES, P. E.; COBB, R. C. - Reducing the Surface deviation of Stereolithografy Using In-Process Techniques, Rapid Prototyping Journal, Volume 3 - Number 1, 1997.
WHITEHOUSE, D. J. - Handbook of Surface Metrology, Institute of Physics Publishing, Philadelphia, USA, 1994.