FRESAMENTO DA LIGA DE COBRE - AMPCO 21 EM OPERAÇŐES DE ACABAMENTO EM PLANO INCLINADO
W. L. Weingartener(1), F. Klocke(2), J. O. Gomes (1), A. V. Borille(1),
(1)Laboratório de Mecânica de Precisăo, Departamento de Engenharia Mecânica, Campus Universitário - Trindade, Caixa Postal: 476 - Florianópolis - SC - Brasil,CEP: 88.010-970 (2)Fraunhofer- IPT, Steinbachstraße 17, Alemanha, 52074 Aachen
Palavras-chave: fresamento, liga de cobre, qualidade superficial.
Resumo
Através de uma análise prévia do comportamento dos materiais sobre determinadas condiçőes, e de sua quantificaçăo através de variáveis mensuráveis como o Desvio de forma e parâmetros de rugosidade pode-se estabelecer as condiçőes de corte mais favoráveis em uma aplicaçăo prática real. Na indústria de moldes e matrizes, por exemplo, na maioria dos casos há a necessidade de fresamento de superfícies complexas, e da mesma forma, manter-se tolerâncias dimensionais. O objetivo desse estudo é avaliar a influęncia das condiçőes de corte sobre o Desvio de forma e sobre a rugosidade (Rz), sendo essas superfícies inclinadas em relaçăo ao eixo da ferramenta. Numa situaçăo real, faz-se o caminho inverso, isto é, tendo-se o material, a inclinaçăo e as tolerâncias dimensionais da superfície definidas por projeto, pode-se escolher as condiçőes de corte que irăo mais se aproximar do resultado desejado.
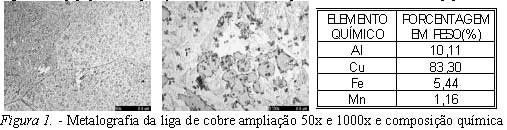
Este trabalho, avalia a influęncia de alguns parâmetros de corte sobre a rugosidade e sobre o desvio da ferramenta. O material utilizado, foi a liga de cobre Ampco21. Esta liga é utilizada para a fabricaçăo de moldes para injeçăo de pástico. Suas principais propriedades, além da boa condutibilidade térmica característica das ligas de cobre, săo possuir boa dureza e baixa elasticidade. É usado onde há a necessidade de resistęncia ao desgaste e altos carregamentos[5], porém, operaçőes onde ocorram impactos devem ser evitadas[6].
O teste foi realizado com a inclinaçăo de 75° da haste da ferramenta em relaçăo ŕ normal ŕ superfície a ser usinada. Esta condiçăo foi escolhida, por ser conhecido da literatura que para ângulos acima de 60°, as condiçőes de usinagem tornam-se mais críticas[2, 3].
Para avaliar o desvio de forma, foi colado um pedaço de resina (Ureol) ao lado do material a ser ensaiado, de forma que a ferramenta percorre o Ureol e a peça como se fossem apenas um bloco. Quando a ferramenta sai do ureol e entra na peça, percebe-se duas superfícies em níveis diferentes. Considerando que o Ureol năo é resistente o suficiente para provocar uma deflexăo na ferramenta, pode-se admitir que a diferença de altura entre as superfícies usinadas no ureol e na peça, é provocada somente pela atuaçăo da força de corte daquele material para aquelas condiçőes de usinagem. A diferença de altura entre estas duas superfícies foi medida com o auxílio de um rugosímetro (Rugosímetro Taylor Robson Surf series 2), o qual também foi utilizado para a mediçăo da rugusidade superficial da peça (parâmetro Rz).
A Ferramenta utilizada foi uma fresa de topo esférico, com diâmetro de 6 mm, metal duro, 2 dentes, de metal duro Classe K03, com revestimento de TiAlN.

O primeiro teste realizado avaliou a superfície em relaçăo ŕ variaçăo do avanço por dente (fz). Como esperado, a rugosidade aumenta linearmente [2]. Porém, observa-se que o desvio da ferramenta tende a estabilizar-se para valores de avanços por dente maiores do que 0,2 milímetros por revoluçăo. As demais condiçőes: vc= 300 m/min, ap= 0,3 mm, ae= 0,3 mm.
Nos testes onde a velocidade de corte foi a variável, nota-se que a rugosidade tende a crescer com o aumento da velocidade de corte. Atingiu o máximo valor entre as mediçőes para a velocidade de corte de 300 m/min. e para uma maior velocidade de corte, a rugosidade tende a diminuir. O que acontece com o desvio da ferramenta é exatamente o oposto do que foi observado com a rugosidade. O menor valor entre as mediçőes do desvio, foi em relaçăo ŕ velocidade de corte de 300 m/min. As demais condiçőes: fz= 0,1 mm, ap= 0,3 mm, ae= 0,3 mm.
Agradecimentos: ao apoio do Laboratório de Mecânica de Precisăo, na pessoa do Prof. Dr-Ing Walter L. Weingaertner e do Prof. Dr. Eng. Rolf B. Schroeter. Os autores agradecem ainda ao Instituto Fraunhofer- IPT -Aachen, na pessoa do Prof. Dr.-Ing. Fritz Klocke, onde os ensaios foram realizados.
Referęncias Bibliográficas:
[1] STEMMER, C. E. Ferramentas de Corte II. 2. ed. Florianópolis : Editora da UFSC, Série Didática, 1989.
[2] GOMES, J. O. Fabricaçăo de superfícies de forma livre por fresamento no aço
temperado DIN 1.2083, na liga de Alumínio (AMP8000) e na liga de Cobre (Cu-Be).Tese de Doutorado, 2001.
[3] Die and Mould Making. Aplication Guide, Sandvik-Coromant, 1999.
[4] KOLLMANN METALLE. Página da internet. Apresenta os produtos da empresa. Disponível em http://www.kollmann-metalle.at/kollmann/ampco.htm. Acesso em: 15 fevereiro 2001.
[5] AMPCO METAL. Página da internet. Apresenta os produtos da empresa. Disponível em http://www.ampcometal.com/product.html. Acesso em: 15 fevereiro 2001.