INFLUÊNCIA DO AVANÇO NA FORÇA DE USINAGEM/RUGOSIDADE NO TORNEAMENTO DO AÇO ABNT 1040
D. C. Domingos (1), J. T. Gomes (1), V. A. Zago (1), R. B. Schroeter (1), E. O. Lucas (1)
(1) Departamento de Engenharia Mecânica, Laboratório de Mecânica de Precisão, Universidade Federal de Santa Catarina, Caixa Postal -476 - EMC, Campus Universitário, Trindade, Florianópolis, SC, CEP 88.040-970
Palavras-chave: torneamento de acabamento, forças na usinagem, rugosidade
Resumo
A usinagem caracteriza-se por ser um dos processos mais utilizados na indústria manufatureira, entretanto, agrega um alto custo na fabricação de peças. Desse modo, é extremamente importante a análise de usinabilidade de materiais, em relação à formação de cavaco, forças de usinagem, qualidade superficial e vida da ferramenta, com o objetivo de reduzir o preço final de uma peça.
O presente trabalho tem como objetivo analisar a influência de diferentes avanços empregados no torneamento do aco ABNT 1040, sobre as componentes da força de usinagem e valores de rugosidade. A fim de se obter esta relação, optou-se por realizar o torneamento de semi-acabamento do material em questão, com valores de avanços pré-determinados, mantendo costantes as demais variáveis de entrada do sistema (vc - velocidade de corte e ap - profundidade de corte).
A máquina-ferramenta utilizada foi um torno CNC Cosmos 20U ROMI e a ferramenta de corte foi um metal duro revestido, de geometria VNMG 12T308 (acabamento), montada no suporte SVVNN 2525M-12.
Utilizou-se tanto a norma ISO3685 quanto as recomendações do fabricante para a determinação das condições de corte. A vc foi fixada em 120 m/min e a ap empregada foi de 1mm. Dentro da faixa de avanços sugeridos, escolheram-se cinco valores que a abrangessem de um extremo a outro, de forma que proporcionassem variações significativas nos valores de rugosidade e força. Assim, os valores escolhidos foram: 0,1 mm; 0,15 mm; 0,2 mm; 0,25 mm; 0,30 mm.
Para a aquisição das forças, utilizou-se uma plataforma piezelétrica Kistler, do modelo 9257A, amplificadores de sinal Kistler 5011, placa de aquisição National Instruments SCB-68 e software de aquisição e tratamento Diadem. A frequência de aquisição adotada foi de 1 KHz, de forma a melhor caracterizar o sinal adquirido. O tempo de aquisição foi de 5 s, totalizando 5000 pontos por medição.
Na análise de rugosidade foi utilizado um rugosímetro Mitutoyo modelo SJ-201, com cut-off de 5x0,8mm e filtro digital Gaussiano. Os parâmetros de rugosidade utilizados na caracterização da superfície usinada foram Ra e Rz, já que obedecem à norma internacional DIN 4768 e tornam possível a avaliação da influência dos avanços empregados.
O programa CNC elaborado efetuava um ciclo de usinagem que permitia a medição das forças em cada reentrada da ferramenta, totalizando cinco medições em diferentes regiões da peca, para cada valor de avanço. Três valores de rugosidade foram obtidos, de forma aleatória, também referentes a cada região de medição da força.
Dessa forma, as forças de usinagem adquiridas tiveram seus dados dispostos de modo a proporcionar a avaliação da alteração dos valores de suas três componentes em relação aos diferentes avanços empregados, como ilustra a figura 1.
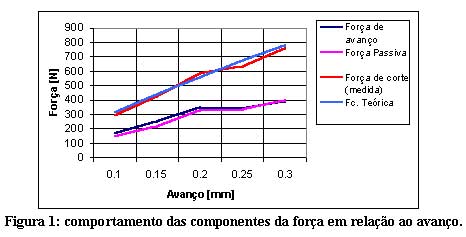
A partir de uma análise dos esforços medidos, foi possível comprovar um aumento exponencial nos valores de força com o aumento do avanço. Isto ocorre devido ao aumento da espessura de cavaco gerado, necessitando-se de um maior trabalho para a deformar e remover o material. Além disso, observando-se o gráfico da figura 1, foi possível comprovar o modelo proposto por Kienzle, na determinação teórica da forca de corte, através da seguinte equação:
Fc = kc1.1.b.h1-mc; kc1.1 = 2110; 1 - mc = 0,84 para o aço ABNT 1040.
Analisando os resultados de rugosidade, verifica-se um aumento da rugosidade em função do avanço empregado. Isto se deve ao fato de ocorrer um aumento entre os espaçamentos dos vales gerados pelo passe da ferramenta e conseqüente aumento dos picos de rugosidade, apresentando um comportamento quadrático, segundo o modelo teórico onde: Rt = f2/8re (Rt-rugosidade teórica, f-avanço e re-raio de quina da ferramenta).
Agradecimentos: ao LMP (Laboratório de Mecânica de Precisão) da UFSC pela disponibilidade do equipamento utilizado e aos seus coordenadores.
Referências:
KONIG, W., KLOCKE, F. Fertigungsverfahren 1: Drehen, Frahsen, Bohren. Springer-Verlag, Band 1, Dusseldorf-Germany, 1990, 471p.
STEMMER, C. E. Ferramentas de corte I. 4 ed. Florianópolis: ed. UFSC, 1995. 249p.
LUCAS, E. O. Análise da influência da modificação da microestrutura do aço carbono AISI 1040 pela técnica de adição de inclusões metálicas de bismuto. 1998. Dissertação (Mestrado em Engenharia Mecânica) - Departamento de Engenharia Mecânica, Universidade Federal de Santa Catarina, Florianópolis.